

Máy CNC được sử dụng rộng rãi trong các xưởng sản xuất hiện nay. Mặc dù có nhiều hệ điều khiển khác nhau như Fanuc, Haas CNC, Siemens Sinumerik,... nhưng với những người mới bắt đầu học máy CNC, nên chọn hệ điều khiển phổ biến và dễ hiểu nhất. Hiện nay, Fanuc CNC là một trong những hệ điều khiển phổ biến nhất, đơn giản để lập trình, học và hiểu.
Viết chương trình phay CNC: Không khó như bạn nghĩ
Viết chương trình phay CNC không khó để học và thành thạo, dù tương tự như việc làm việc trên máy tiện nhưng máy phay CNC thường khó hơn do làm việc trên 3 trục X, Y và Z. Trong khi đó, máy tiện CNC chỉ có hai trục để làm việc.
- Trục X điều khiển bàn máy di chuyển theo phương X.
- Trục Y điều khiển bàn máy di chuyển theo phương Y.
- Trục Z điều khiển dụng cụ cắt di chuyển lên xuống theo phương Z.
Ví dụ chương trình CNC
Dưới đây là một ví dụ đơn giản về lập trình máy phay CNC dành cho người mới bắt đầu:
 Hướng dẫn viết chương trình phay CNC
Hướng dẫn viết chương trình phay CNC
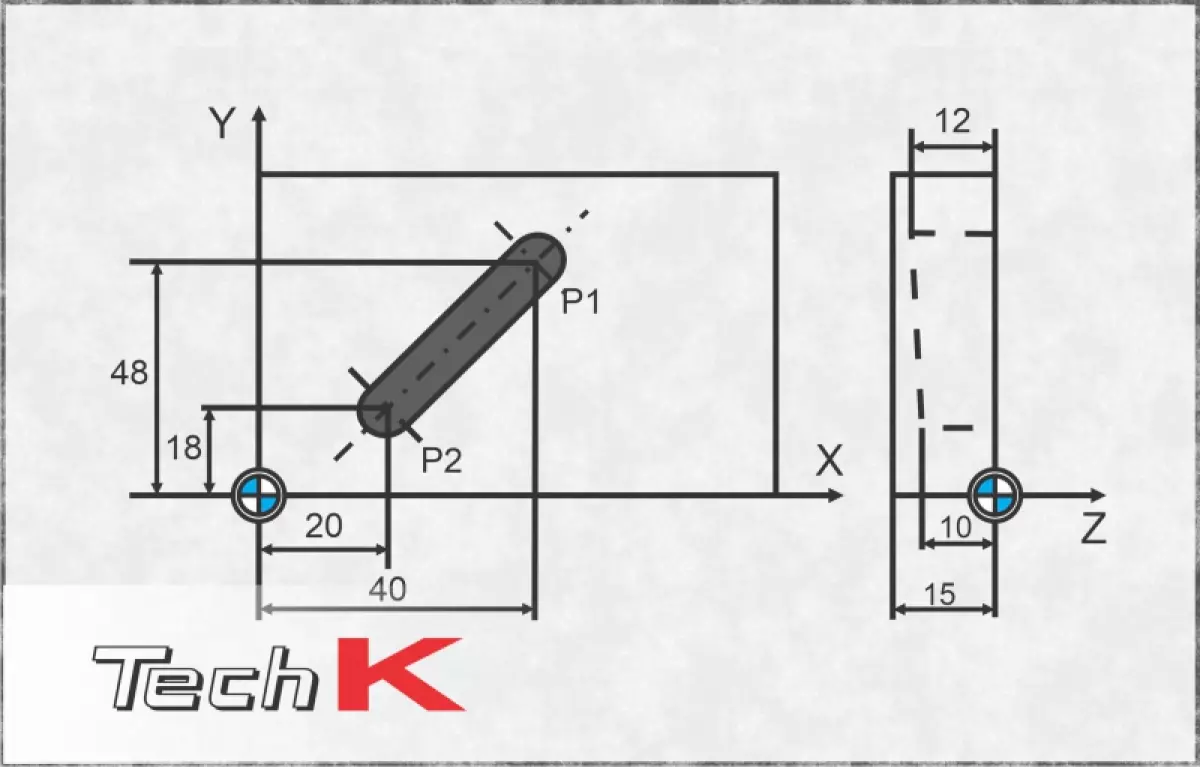
% O1111; T1 M6; G43 H1 Z50.; G90 G54 G0 X40. Y48. Z2. ; M3 S1000; G1 Z-12. F100.; X20.Y18. Z-10.; G91 G28 Z0. G28 X0. Y0.; M5; M30; %Trong chương trình trên:
- Tốc độ trục chính S = 1000 vòng/phút.
- Tốc độ tiến dao F=100 mm/phút.
- G1 di chuyển trên một đường thẳng trong không gian.
- G91 lập trình tương đối.
- G28 trở về điểm chuẩn R của máy.
- M5 dừng quay trục chính.
- M30 kết thúc chương trình.
Ví dụ chương trình phay CNC nội suy cung tròn G02, G03
Dưới đây là một ví dụ chương trình nội suy tròn phay CNC để minh họa việc sử dụng G-Code Nội suy tròn G02, G03.
 Hướng dẫn viết chương trình phay CNC
Hướng dẫn viết chương trình phay CNC
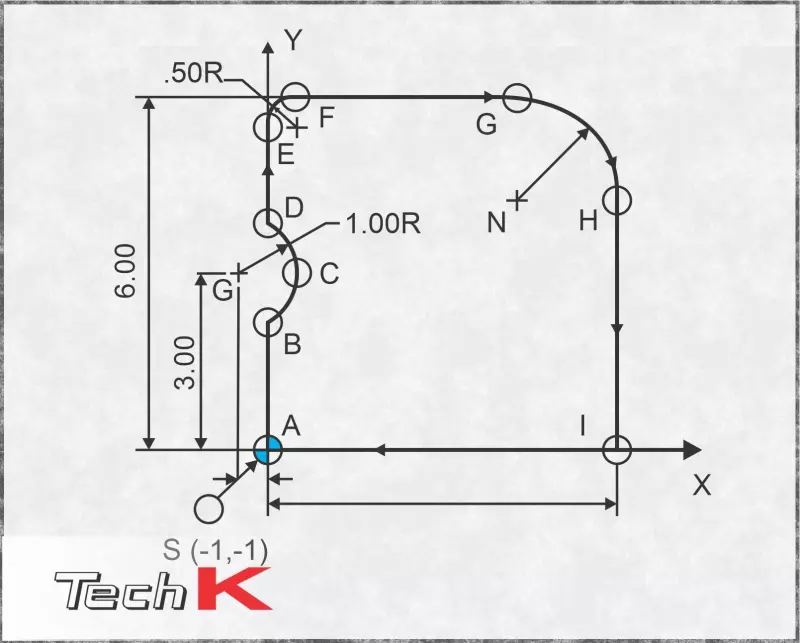
% O1111; T1 M6; G43 H1 Z50.; G90 G54 G0 X-1. Y.-1.; Điểm S G1 X0.Y0. F500.; Điểm A G1 Y2.134; Điểm B G03 X0.5 Y3. I-0.5 J0.866; Điểm C G03 X0. Y3.866 I-1. J0.; Điểm D G01 Y5.5; Điểm E G02 X0.5 Y6.0 I0.5 J0; Điểm F G01 X4.5; Điểm G G02 X6. Y4.5 I0. J-1.5; Điểm H G01 X6.Y0. Điểm I G01 X0.Y0. Điểm A G00 X-1. Y-1.; Điểm S G91 G28 Z0.; G28 X0.Y0.; M5; M30; %Kết luận
Viết chương trình phay CNC đòi hỏi bạn nắm vững các lệnh trong mã lệnh G-code. Qua bài viết này, chúng tôi hy vọng bạn đã nắm được cách viết chương trình phay CNC và nhận thức được tầm quan trọng của mã lệnh G-code trong chương trình CNC. Chúc bạn thành công!
*Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
- Khóa học Lập trình và Vận hành máy phay CNC
- Khóa học Lập trình và Vận hành máy tiện CNC
- Khóa học MasterCAM 2D - Lập trình gia công phay CNC
- Khóa học MasterCAM 3D - Lập trình gia công phay CNC
- Khóa học MasterCAM - Lập trình gia công tiện CNC*
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK










